コンプレッション成型について
コンプレッション成型とは
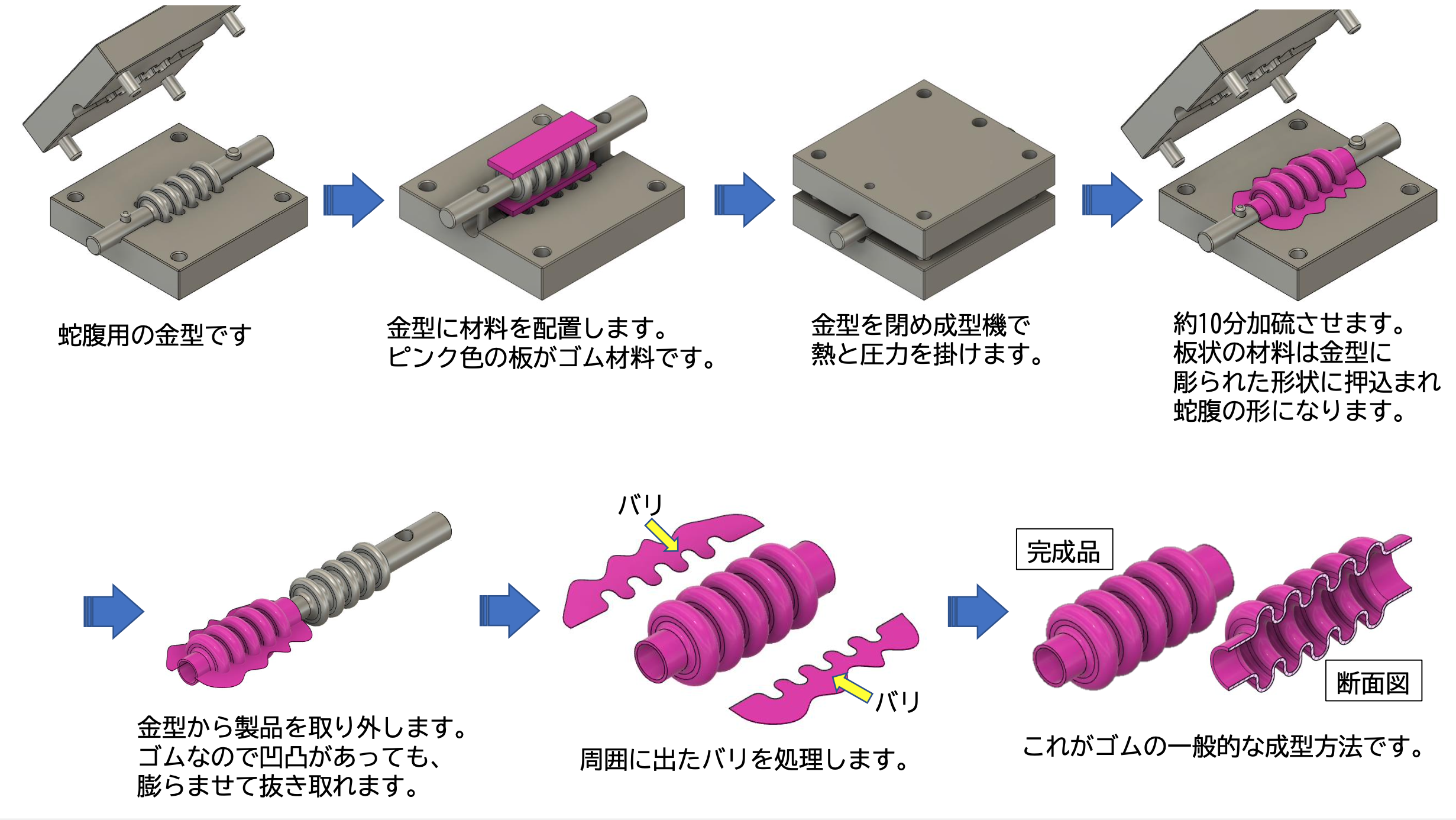
コンプレッション成型は、製品形状が彫り込まれた金型キャビティに、細かく裁断された材料を計量してから配置します。金型は成型機で加熱(通常150°C~180°C)されており、その熱で軟化した材料を金型で挟み、 成型機で圧力を掛け押し潰して、ゴム材料を金型内へ行き渡らせます。※下図参照
この方式は、ゴムの成型方法で最も歴史があります。 製品形状にもよりますが、金型構造が単純ですので、ゴム金型で費用は一番安価になります。
三郷工場 〒341-0044
埼玉県三郷市戸ヶ崎3258
TEL: 048-951-1149
FAX: 048-951-1349
コンプレッション成型は、製品形状が彫り込まれた金型キャビティに、細かく裁断された材料を計量してから配置します。金型は成型機で加熱(通常150°C~180°C)されており、その熱で軟化した材料を金型で挟み、 成型機で圧力を掛け押し潰して、ゴム材料を金型内へ行き渡らせます。※下図参照
この方式は、ゴムの成型方法で最も歴史があります。 製品形状にもよりますが、金型構造が単純ですので、ゴム金型で費用は一番安価になります。